 English
English  русский
русский Español
Español
Research on intelligent control system of coal flow of belt conveyor
 2025.07.08
2025.07.08
 Industry News
Industry News
With the continuous advancement of smart mine construction in my country, mining engineering has been upgraded from mechanization and automation to intelligence. Under this background, nearly 80% of the engineering projects of the coal mine in this project have completed intelligent upgrading and transformation. In the process of transformation, in addition to the intelligent monitoring and surveillance system, transparent geological support system and mine pressure monitoring system, the electromechanical transportation system is also a key transformation object. Due to the large number of electromechanical equipment involved in the electromechanical transportation system, the long belt conveyor transportation route, the large demand for video monitoring, and the scattered layout of equipment such as conveyors, coal feeders, coal bunkers at the bottom of the well and coal bunkers in the mining area, the startup operation requires a high degree of coordination. The traditional decentralized management method is difficult to achieve highly intensive and automated scheduling, resulting in poor equipment startup connection and unclear job division. There are also problems such as high risk of equipment failure and low efficiency of hidden danger investigation. When the belt conveyor runs at a pre-set specific speed, it cannot perform frequency conversion speed regulation according to the actual no-load or full-load state, which reduces the operating efficiency and increases power consumption. It will also cause invisible consumption of auxiliary facilities such as conveyor belts, rollers, and drums, and increase maintenance costs. With the innovation and application of new technologies, many mines have introduced AI intelligent recognition technology into the main coal flow transportation system. The machine vision acquisition technology combining AI intelligent video equipment with recognition technology can realize remote monitoring of the main coal flow system, and can quickly identify the coal gangue carrying capacity of the conveyor, improve the transportation efficiency of the equipment, and achieve the goal of reducing staff and improving efficiency and unmanned intelligent management.
1 Current operation status of the main coal flow system
The main coal flow system of the coal mine has a total of 9 mining area transportation lines, including 5 transportation lines in 11 mining areas, 1 transportation line in the joint lane, 1 transportation line in 12 mining areas, and 2 transportation lines in 14 mining areas. Since the conveyors of the main coal flow system involve mining areas 11, 12 and 14, as well as the transfer machines and coal bunker transfer conveyors at each working face mining point, there are many equipment layouts and long transportation routes. If the equipment is manually controlled and special personnel are arranged for inspection and maintenance, a large amount of manpower is required, and the maintenance efficiency is low. The storage of individual locations adopts a single-post operation mode. Once a bunker collapse accident occurs, it is difficult to be discovered in the first time, which poses potential risks. Therefore, it is necessary to optimize the main coal flow transportation scheduling system, improve the maintenance efficiency, and reduce the safety risks of manual operation.
2 Intelligent control system for main coal flow transportation
2.1 Scheduling centralized control system
The scheduling centralized control system uses PLC system as the control core, uses optical fiber to connect the mine automation control platform, realizes data transmission and sharing through Ethernet, uses the upper computer as the interface for human-computer interaction, builds a platform for connecting the main control system and data, and uses other sensors and transmission equipment to network downstream terminal equipment and collected data, and finally completes the overall construction of the centralized control system. The ground control center has the functions of real-time data collection, transmission, command feedback, fault warning, data storage and audio graphic display, and supports various forms of communication protocol interfaces. After the perfect operation of the dispatching and centralized control system, under the coordinated communication of Ethernet, the PLC centralized control system sends instructions to the conveyors along the 9 main coal flow transportation lines at the same time. The system combines the monitoring videos installed at each transfer point to capture the operation status and load conditions of the conveyor belt at any time. According to the transfer flow and operation speed, it automatically schedules the start and stop time of each connecting conveyor belt to reduce the equipment wear and power consumption caused by the long-term no-load operation of the conveyor belt, and effectively reduces the equipment operation cost.
2.2 Intelligent variable frequency speed regulation system
The intelligent variable frequency speed regulation system is mainly composed of mine explosion-proof video monitoring, PLC control box, intelligent start and stop control software and data sensors. It uses the monitoring screen captured by the camera for intelligent recognition and algorithm detection, and sends the formed video and image as the collected data back to the ground control center for analysis, and estimates the coal load of the belt conveyor. According to the preset indicators of the conveyor belt load, the no-load and full-load states are set and the speed is adjusted. According to the actual transportation situation, the speed range can be adjusted to high speed, medium speed, low speed and idle speed. In the no-load state, the conveyor belt can be set to stop or idle speed, etc., so as to reduce the wear and power consumption of the conveyor belt surface. This energy-saving mode is suitable for large-angle inclined lanes and long-distance conveyors. Sensors are installed in the coal bunker to monitor the amount of coal in the bunker in real time. Combined with the amount of coal released at the bunker mouth, the amount of coal on the conveyor belt can be preliminarily determined. Based on this, the running speed of the belt conveyor is automatically adjusted, and the self-check function is used to feedback the running status at any time to ensure the safe operation of the conveyor. When the PLC centralized control system detects an abnormal fault feedback from the sensor, it can automatically transmit the specific fault type to the control center, and send an alarm signal to the patrol workers within the operating range of the conveyor belt and the workers at the nearby transfer points for safety prompts. When the system self-check reset cannot be performed, the maintenance personnel can manually check and reset it to completely eliminate safety hazards.
2.3 Intelligent platform construction
The centralized control system software adopts Siemens WinCC system, with servers and operator stations of C/S architecture. Under this architecture, the server provides the operating environment. The operator station can display and process the interface images, and can quickly eliminate and restore when a fault occurs. The data collected by various sensors and video surveillance in the mine are presented on the projection screen of the ground control center in the form of data and graphics, and the production status of the mine and the transportation status of the main coal flow system are intuitively reflected in various ways and forms. Dispatching managers and mine duty leaders can freely review and playback, view information such as conveyor operation status, coal flow, electronic scale data and production analysis columnar reports. The centralized control center platform includes a monitoring system ring network, a monitoring display screen and a computer processing center, etc., and multiple sets of LED display screens are used to present the operating status of each device, which is convenient for simultaneous monitoring and switching of multiple scenes.
3 Scenario Application
3.1 Intelligent Discrimination and Identification Function
Video surveillance devices are installed on the main transportation routes and transfer points of the main coal flow transportation system to achieve image capture and data processing; when abnormal operation is found, the belt conveyor can be remotely stopped and abnormal information can be handled in time to avoid debris blocking the coal bunker and ensure rapid fault handling. The surveillance video image acquisition and recognition technology is combined with the AI algorithm. The acquired images can be more intuitively presented in the form of data models after being digitally processed by the computer system. Combining the sensor upload data and the AI algorithm, more accurate fault values can be obtained, thereby achieving precise adjustment of the belt conveyor. The actual monitoring shooting screen is shown in Figure 1.
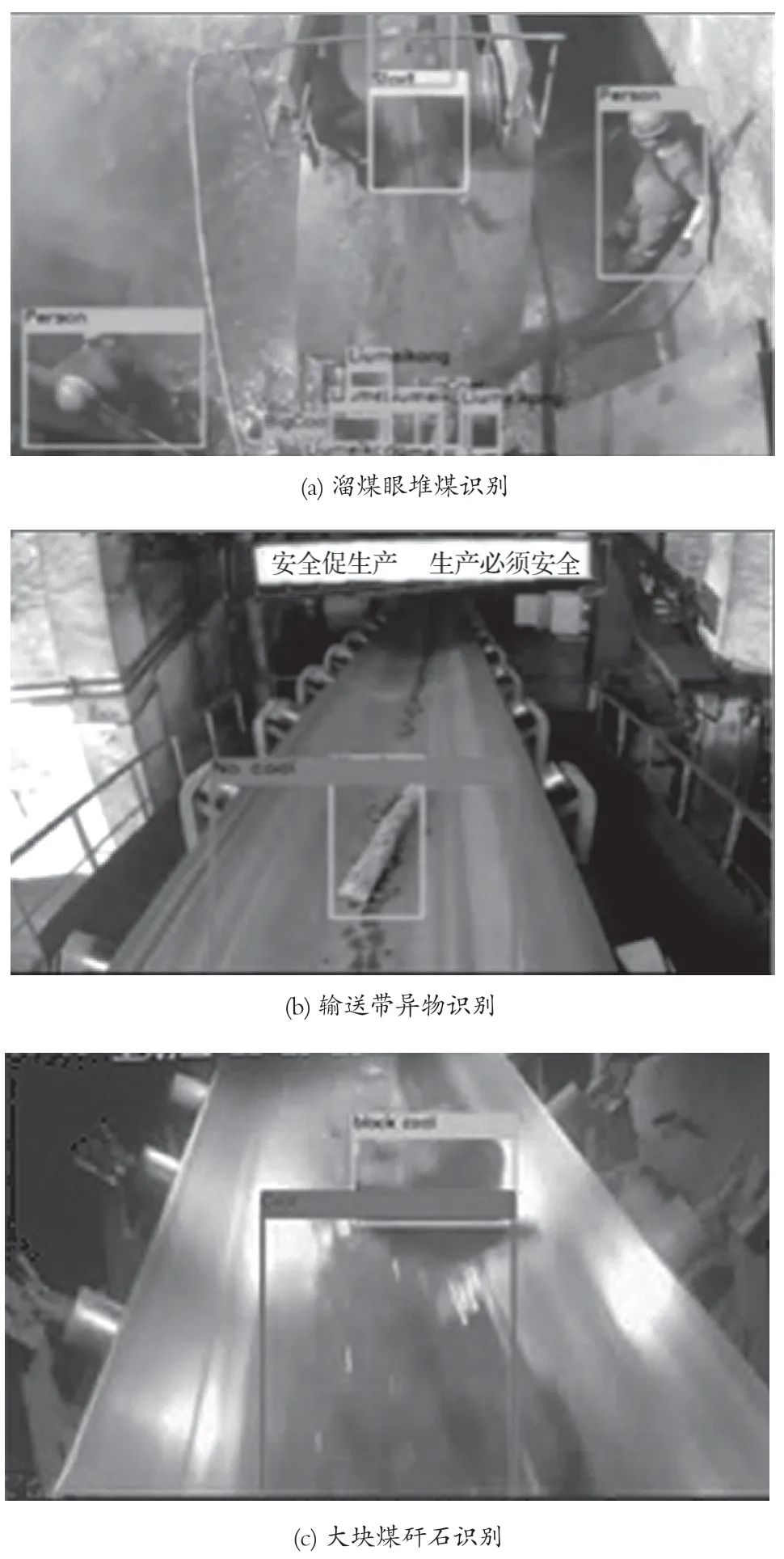
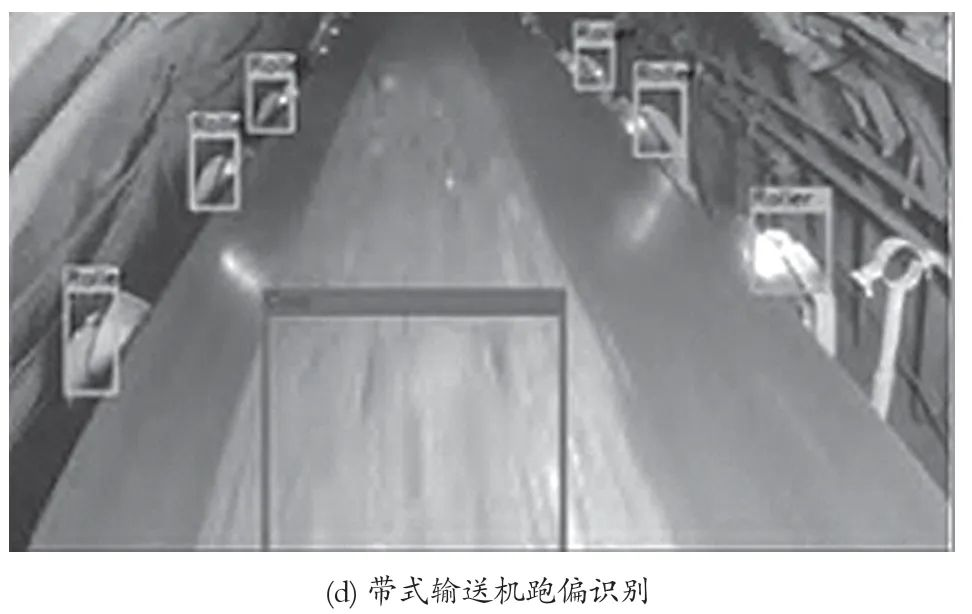
Figure 1 Display of abnormal information of video acquisition
In Figure 1, the operation status screen of the belt conveyor captured by the intelligent monitoring camera is shown, including coal piled in the coal chute, foreign objects such as logs on the conveyor belt, large pieces of coal gangue, and conveyor deviation. When the above phenomenon occurs, the coal pile protection device issues an early warning, and after the signal is fed back, the belt conveyor is automatically started to release the warehouse, reducing the amount of coal in the coal chute bin; when foreign objects and large pieces of gangue are identified, the belt conveyor is stopped in time, and the dispatching room uses the underground communication system to call the nearest operator to clean up the foreign objects and resume the machine; when the conveyor belt deviates, the amount of coal on the transfer point and the position of the coal drop point are adjusted by automatic frequency conversion speed regulation, and after correction by the auxiliary anti-deviation roller, it is re-operated and reset.
3.2 Intelligent frequency conversion speed regulation function
The intelligent frequency conversion speed regulation system is mainly composed of AI recognition of intelligent cameras, video servers and remote control terminal equipment. It is an all-weather, continuous and long-term monitoring system. According to the nonlinear optimization speed regulation model of fuzzy mathematics theory, the early warning indicators and status characteristics of abnormal conveyor belt failures are set. When the belt conveyor has excessive coal flow or overload, the laser transmitter installed on the conveyor running route will use laser ranging feedback, combined with the data collected by the anti-deviation sensor for comprehensive analysis, to adjust the relative running speed of the two adjacent conveyors, reduce the amount of coal dropped at the transfer point, and reduce the running load, so as to adjust the distance between the anti-deviation roller and the center of the conveyor to achieve the anti-deviation control effect of the conveyor. Coal flow detection control is shown in Figure 2.
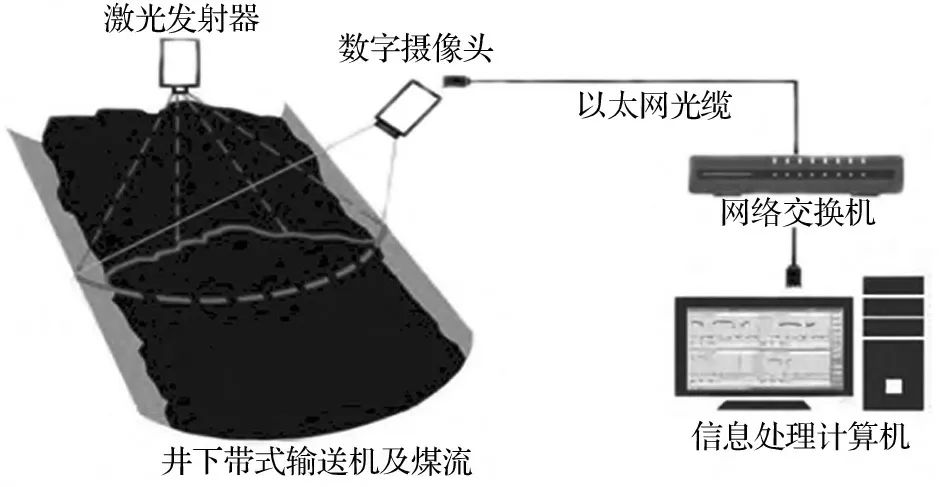
Figure 2 Coal flow detection control
3.3 Voice control and communication function
The main conveyors in the mine are centrally controlled by KTC101. A line is specially hung along the line under the H frame of the conveyor belt, and a group of voice-controlled emergency stop devices of 150 m are connected respectively, which can also assist manual emergency stop. This device effectively avoids accidents caused by management errors in local inspection blind spots along the line due to excessive conveyor belts or lack of post workers. When the video monitoring finds that a certain device has a fault and needs manual treatment, the nearest personnel can be called through voice broadcast to handle it, and the voice control box can be used to quickly feedback information to the general dispatching room. After confirming that the fault has been eliminated, the equipment can be restored and re-operated. This shortens the time for maintenance personnel to find fixed phones for information feedback and equipment restart, and improves the efficiency of abnormal information handling feedback. The structure of the voice control communication system is shown in Figure 3.
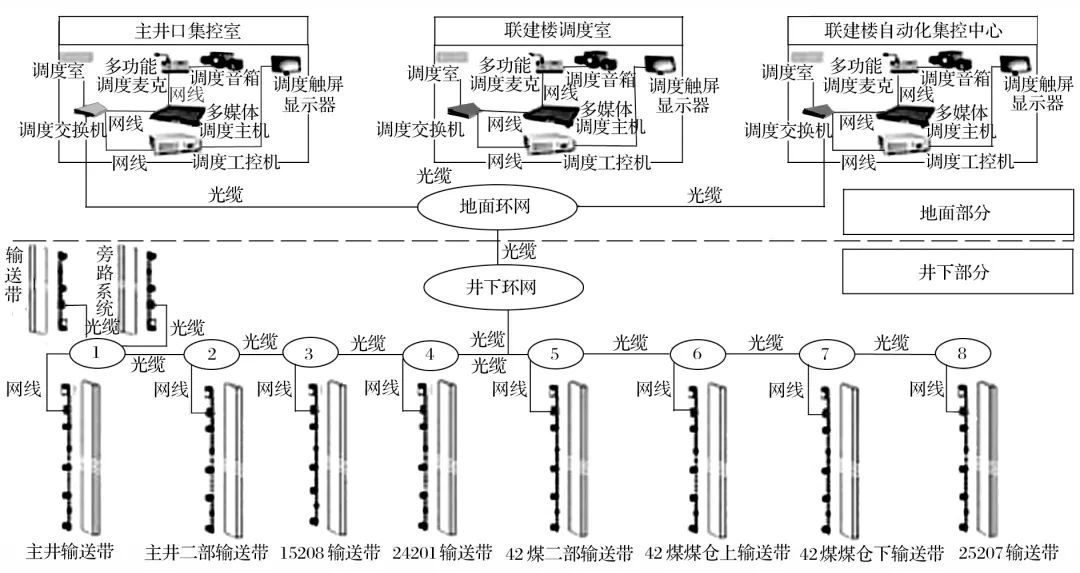
Figure 3 Schematic diagram of the structure of the voice control communication system
4 Application effect
4.1 Safety effect
The application of the remote control system has eliminated the fixed positions of multiple transfer points, reduced personal injuries caused by equipment failures, reduced the safety risks of human factors, and improved the overall connection efficiency of equipment operation. Under the joint action of the monitoring system and sensor feedback, accidents caused by abnormal belt conveyors or feeder switches are effectively eliminated, and the safety of operation is improved.
4.2 Economic Effects
After the intelligent transformation of the main coal flow transportation system of the mine, the monthly electricity saving rate of the 9 main conveyor lines increased by nearly 13.7%. Through the differential frequency conversion control of the conveyor belt, the electricity bill was saved by about 481,000 yuan/month. The conveyor belt operation was well maintained, which reduced wear and tear and extended the service life of equipment such as belt conveyors by nearly 3.5 months. The annual conveyor belt procurement cost can be saved by 1.67 million yuan, with significant economic benefits. After the use of intelligent monitoring and identification and frequency conversion speed regulation technology, the business goal of reducing staff and improving efficiency was effectively achieved. Compared with the management mode of setting up fixed-position workers and inspection and maintenance workers at each transfer point, after technical optimization, the labor cost can be reduced by about 144,000 yuan per month.
5 Conclusions
(1) Through the study of the operation mode and control method of the belt conveyor of the 9 main coal flow transportation lines in the coal mine of this project, an intelligent variable frequency control platform for the main coal flow transportation system is constructed. Cameras with intelligent recognition and image acquisition functions are installed on the transportation routes and transfer points. After image acquisition and data processing, intuitive and visual graphics and data are obtained, which is convenient for timely troubleshooting and handling of hidden dangers. At the same time, the conveyor speed is automatically adjusted according to the coal flow, so as to achieve the energy-saving effect of intelligent control.
(2) After the transformation and operation of the main coal flow transportation system, it not only reduces the risk of errors in manual operation and maintenance of multiple positions, ensures the personal safety of workers, but also reduces the wear and tear of equipment such as conveyor belts and rollers, and extends the service life. According to calculations, it saves 481,000 yuan in electricity bills per month, saves 1.67 million yuan in conveyor belt equipment procurement costs per year, and reduces labor costs by 144,000 yuan per month, with significant economic and safety benefits.











Product
Contact Info.
Friendship Link
Copyright © 2024 Jiangyin Huadong Machinery Co., Ltd. All rights reserved.
Belt Conveyor Manufacturer Custom Belt Transporter Supplier
